
贵州云博仕数控机床有限公司
不断探索制造工艺,设计、生产、销售,全方位服务
服务咨询热线
0851-83795459
137-6510-7809
贵州云博仕数控机床有限公司
不断探索制造工艺,设计、生产、销售,全方位服务
服务咨询热线
0851-83795459
137-6510-7809

贵州云博仕数控机床有限公司
电话:0851-83795459
手机:13765107809
联系人:张经理
网址:www.ybscnc.cn
邮箱: 3261839325@qq.com
地址:贵州省贵阳市南明区富源南路1号(牛郎关)

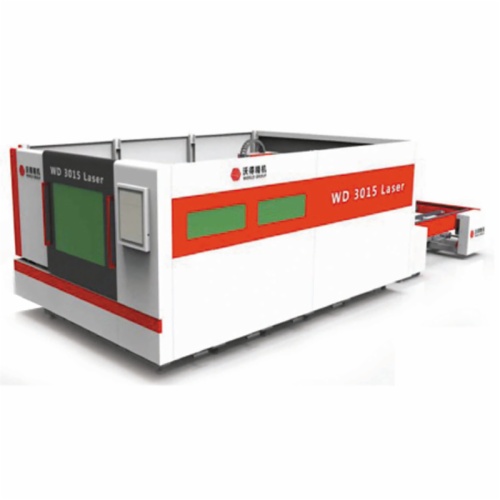
高可靠性的PowerMate 0系列用于控制2轴的小型车床,取代步进电动机的伺服系统;可配画面清晰、操作方便、中文显示的CRT/MDI,也可配性能/价格比高的DPL/MDI。据兴义折弯机了解普及型CNC 0-D系列 0-TD用于车床,0-MD用于铣床及小型加工中心,0-GCD用于圆柱磨床,0-GSD用于平面磨床,0-PD用于冲床。(金属加工微信提供)全功能型的0-C系列 0-TC用于通用车床、自动车床,0-MC用于铣床、钻床、加工中心,0-GCC用于内、外圆磨床,0-GSC用于平面磨床,0-TTC用于双刀架4轴车床。折弯机高性能/价格比的0i系列整体软件功能包,高速、高精度加工,并具有网络功能。0i-MB/MA用于加工中心和铣床,4轴4联动;0i-TB/TA用于车床,4轴2联动;0i-mateMA用于铣床,3轴3联动;0i-mateTA用于车床,2轴2联动。
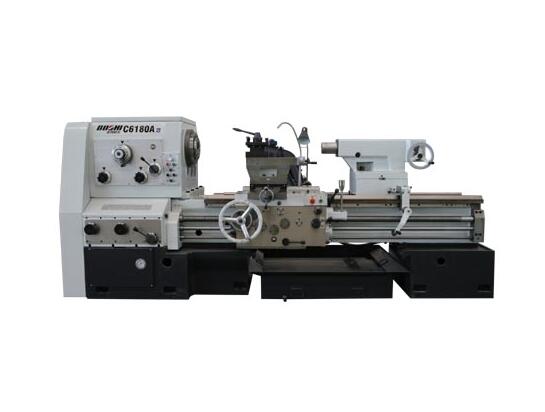
数控铣床的床身制作上,选用铸造出产办法,兴义折弯机小编告诉你由于铸造本钱低,一起铸造的制作办法工艺性能好,对杂乱的零件,异形零件都能够完成制作,但在铸造办法中也是分不同的办法,本次床身的规划上,选用砂型铸造办法。在机械规划专业,剖析数据、查阅规划手册、参考期刊资料规划出新型设备,或者改进现有设备的性能,是规划环节最普遍也是最根底的能力,本数控铣床的规划中,就是选用对数控铣床的性能进步。折弯机厂家告诉你伺服体系选用的步进电机,就是起到多元化驱动传动,像这样的性能改进,是对数控铣床精度以及自动化的进步,一起也会使设备及元件的寿命延长,但随之而来的也是有着本钱上的进步,但能够规划出高品质的数控铣床。

国内企业加工金属构件的主要步骤是选择合适标准的数控铣床,再切开金属构件并进行打磨的方法。就我们兴义折弯机小编了解铣削作为切削金属构件的重要手法,主要依托用多刃刀具来完成切开,但其核心是铣床。国内机械行业日渐展开,使得加工企业愈加注重引入先进技能来加工金属构件。引入数控加工技能来进步机械自动化加工水平已是常事。就我们折弯机厂家小编了解根据一般铣床,引证数字化技能归纳改造的方法便是数控铣床,它具有自动加工优势,机械加工企业使用率zui高的铣削加工法。现在,铣削加工有两类,一是平面铣削,二是轮廓铣削,当然还可进行钻、扩、铰等操作。

一般情况下,全液压摇臂钻床具备了液压夹紧,液压预选,液压变速和定程切削。而就兴义折弯机小编了解半液压摇臂钻床仅仅具备了液压夹紧,并且变速满是手动,像全液压中的液压预选和定程切削是不具备的。还有便是摇臂钻床液压和全液压的价格相差在百分之四十左右。规范Z型液压摇臂钻床的商场价格在五到六万五之间。半液压摇臂钻床的商场价格在三到十万之间作为价格范围。全液压摇臂钻床主要选用高强度的铸铁和特供钢材。选用液压预选变速结构可以节省很多辅佐时刻。折弯机主轴正反转,停车变速、空挡等操作便利自若。主轴箱、摇臂、表里立柱选用液压驱动的菱形块结构,夹紧可靠。摇臂导轨,外圆柱外表、主轴、主轴套筒及表里柱反转轨道进行淬火处理,长期保持摇臂钻床质量安稳。
摇臂钻配件的称号及效果。就兴义折弯机小编了解替换箱内齿轮,合作进给箱内变速结构,能够完成各种工件的加工。进给箱:进给箱是进给体系的传动体系变速结构,它把交流齿轮箱传递运动,传递给丝杠来完成各种工件加工。瘤板箱:承受杠杆传递运动,驱动机床刀具的横向、纵向供应运动。刀架:刀架由各种滑板和刀架体组合,用于设备刀具,做供应运动。尾座:设备在折弯机导轨上,沿导轨运动,调整作业方位。床腿:由前后两个荷床身前后两头一起支撑设备各个部件。一起调整床身水平装填。冷却设备:冷却设备首要经过冷却泵将谁想种液体加压运用。提高刀具运用寿命和工件加工精度。

摇臂钻床攻丝十分方便,尤其是对一些大的、重型的零件,据兴义折弯机小编了解在攻丝过程会出现各种各样的问题,需要正确选择螺纹工件,看钻底孔深度是否达到要求,遇到攻不通的螺孔时,要经常退出丝锥,排除孔中的切屑。校正丝锥和底孔,攻螺纹时保证同轴度符合要求,选用浮动攻螺纹夹头。刃磨倾角选用螺旋丝锥,保证工件硬度。适当降低切削速度,增大丝锥前角,缩短切削锥长度,及时更换磨损丝锥。折弯机厂家建议在攻丝的过程中,要打几次反转,用以断屑,防止丝锥被切屑憋断。遇到攻不通的螺孔时,要经常退出丝锥,排除孔中的切。丝锥磨损过快适当降低切削速度,减小丝锥前角,加长切削锥的长度,选用润滑性好的切削液,对被加工工件进行适当热处理,正确刃磨丝锥。






